办厂14年,从业30年,一生专注精密冲压件定制
集100人工匠精神,创精密冲压定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,创精密冲压定制100年品牌
156-2688-6777
0769-81690631

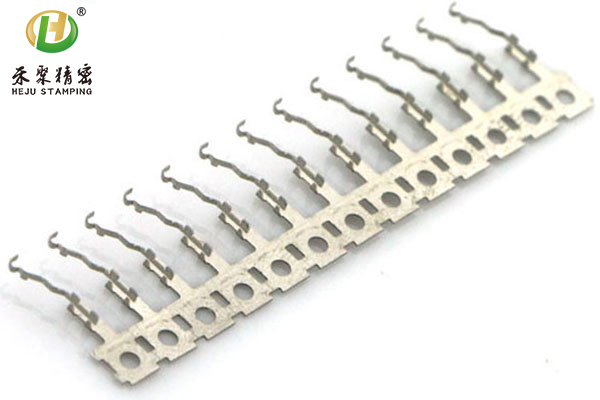
五金冲压件的加工一般需要经验丰富的人操作,不熟悉的操作会出现表面不均匀的条纹,增加表面的粗糙度等现象,严重的话会影响正常使用,为了避免这种情况的发生,下面我们一起来看看五金冲压件加工中出现不均匀现象如何预防。

首先是采用滚珠丝杠代替普通丝杠,液体摩擦代替边界干摩擦,使用专用润滑油等,通过改善机床传动系统的摩擦性能,提高进料系统的灵敏度,减少五金冲压件的振动现象。提升全过程刚度,能够有效减少这种现象的产生。减少刀具伸出刀架的长度,加厚刀柄,提高刀架的刚性。
其次是使用合适的刀具和冲压材料,根据五金冲压材料选择合适的刀具,使刀具和工件的摩擦系统使刀具和工件的动静摩擦系数更小,加入性能更好的切削液,性能更好的切削液可以更好地改善刀具和精密部件的摩擦特性。
第四是减少五金冲压件的长径比,采用中心架等中间支撑,提高工件刚性。适当增大进料机构中传动螺杆的直径,缩短螺杆的长度,提高进料机构的传动刚性,消除进料机构中传动部件之间的间隙,提高进料机构的传动性能,提高机床传动系统的刚性。
第五是减少切削负荷。通过减少回切量和传动件的重量,减少切削负荷,改善五金冲压件的振动。
杏耀二维码
杏耀五金冲压

电话:156-2688-6777

传真:0769-81697092

邮箱:hst@cnstamping.com

QQ:1164615314

公司地址:东莞市沙田镇稔洲村培后围小组渡轮路边

 在线咨询
在线咨询