办厂14年,从业30年,一生专注精密冲压件定制
集100人工匠精神,创精密冲压定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,创精密冲压定制100年品牌
156-2688-6777
0769-81690631

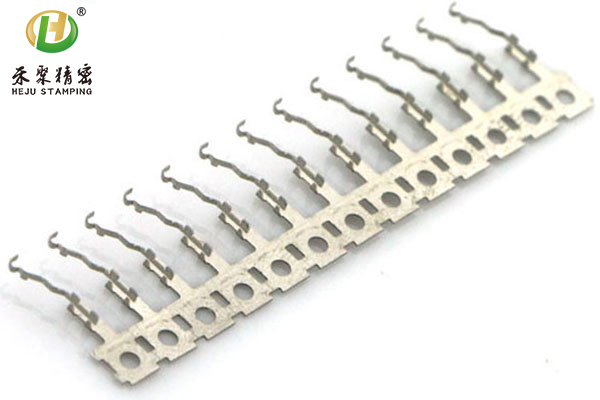
五金冲压件模具是冲压加工厂中最常用的一种工具,在五金冲压件制造过程中起着至关重要的作用,离不开它,但是每一种工具都有着它的寿命,只有经过不断的维护和保养才可以有效的延长其使用寿命,针对此问题杏耀来为大家分享下该如何为其进行维护及保养的方法。
五金冲压件

1、凸模
凸模应该是五金冲压件模具中维护最频繁的零件,易于折断,因此,其长度最好不要超过35毫米来保证要足够刚性,凹模和卸料板应由固定在凸模固定板上的四个小导柱导向,以此保证凸模和凹模之间的间隙均匀;卸料板上的卸料螺杆采用等高套筒,保证在冲压时的稳定性;将凹模有效刃口以下的部分全部挖空或采用真空吸附,保证五金冲压件废料能够畅通无阻地清除;另外,冲头的边缘要定期打磨,以保证其锋利度。
2.凹模
因为材料比较软,厚度大约在11毫米左右,一定程度上接近无间隙模具,为了保证模缝和冲孔的质量,五金冲压件凹模材料应采用45#钢,无需热处理。另外,凹模要在有效刃口以下挖空,因为会导致冲压时凹模刃口过度磨损和崩边。因此,凹模应设计成镶嵌式结构,并准备几个备件,以便及时更换。
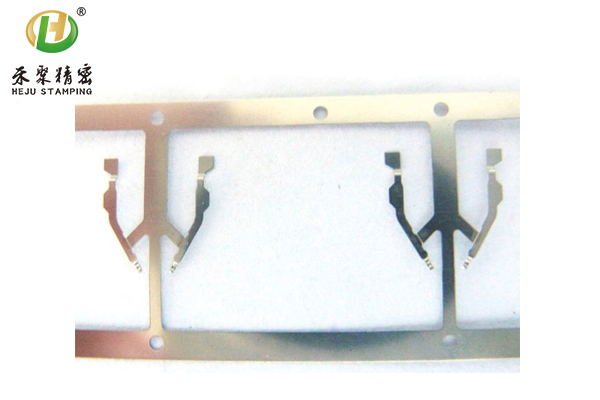
五金冲压件模具

3.模具的保养与维护
五金冲压件模具闲置时,工作部位应及时涂上防锈油,但需要注意的是,再次使用时,应先将油擦拭干净,并用吸油纸检查,直到油被吸附干净,否则会影响电镀的质量,五金冲压件模具移动时要轻、稳、慢,避免冲击和剧烈震动。固定位置存放,控制空气湿度,避免灰尘或杂物掉入,放在架子上,不可以直接将其放在水泥地面上。
杏耀二维码
杏耀五金冲压

电话:156-2688-6777

传真:0769-81697092

邮箱:hst@cnstamping.com

QQ:1164615314

公司地址:东莞市沙田镇稔洲村培后围小组渡轮路边

 在线咨询
在线咨询