办厂14年,从业30年,一生专注精密冲压件定制
集100人工匠精神,创精密冲压定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,创精密冲压定制100年品牌
156-2688-6777
0769-81690631

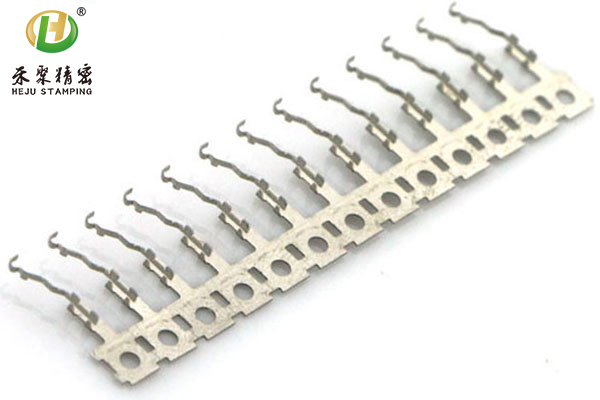
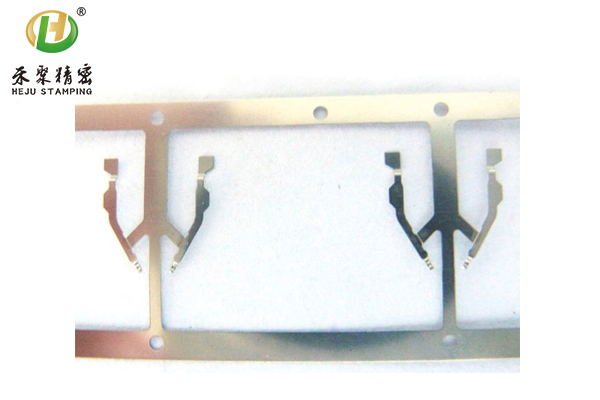
1.当五金冲压件的截面质量和尺寸精度较高时,可以考虑在冲裁工艺之后添加修整工艺,或直接使用精密冲裁工艺。
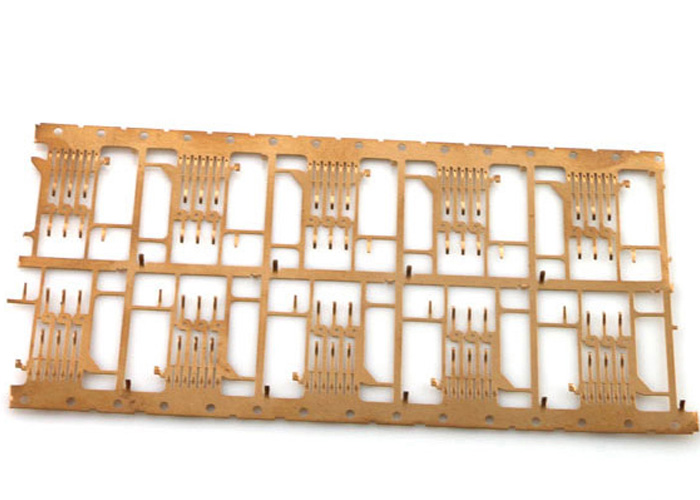
2.弯曲部分的工序数主要取决于其结构形状的复杂性,并且取决于弯曲角度,相对位置和弯曲方向的数目。 当弯曲部分的弯曲半径小于允许值时,在弯曲之后添加成形过程。
3.拉伸件的工序数量与材料性质、拉伸高度、拉伸阶梯数以及拉伸直径、材料厚度等条件有关,需经拉伸加工工艺计算才能确定。当拉伸部分的圆角半径小时或需要尺寸精度时,拉伸后需要进行成形加工。
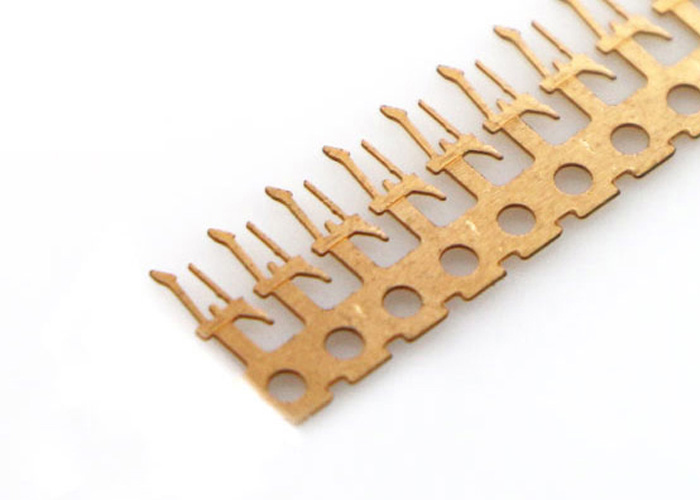
4.为了提高冲压工艺的稳定性有时需要增加工序数目,以保证五金冲压件的质量。
5.冲裁形状简单的五金冲压件,由于模具的结构或强度的限制,具有复杂形状的工件的内部和外部轮廓应冲裁成几个部分,这需要多次冲压过程。必要时,可选用连续模。对于具有较高平整度要求的五金冲压件,可在冲裁工序后再增加一道校平工序。
杏耀二维码
杏耀五金冲压

电话:156-2688-6777

传真:0769-81697092

邮箱:hst@cnstamping.com

QQ:1164615314

公司地址:东莞市沙田镇稔洲村培后围小组渡轮路边

 在线咨询
在线咨询