办厂14年,从业30年,一生专注精密冲压件定制
集100人工匠精神,创精密冲压定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,创精密冲压定制100年品牌
156-2688-6777
0769-81690631

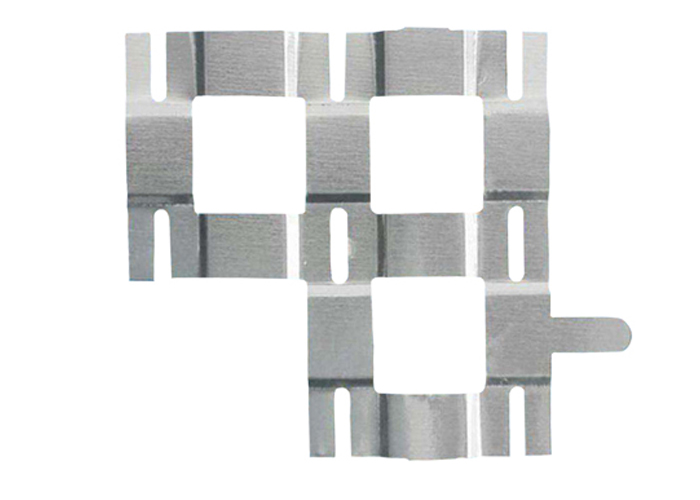
制作五金冲压件的朋友都会发现有五金冲压件的撕裂和歪斜情况出现。这是因为处理错误或材料不合格。为什么五金冲压件会被撕裂或倾斜? 为了弄清事情的真相,小编找到了制作五金冲压件的老师傅,我们听一听他是怎么说的?
五金冲压件撕裂和歪斜的原因很多,主要是由于以下原因:
1.翻边成形模具设计缺陷
模具为一模双腔左/右件公用,由于本工序内容除翻边外,还兼备形状成形内容,另外,该部件特别复杂并且弯曲表面狭窄。成形要求凹模压料芯与成形面相符等,导致模具结构条件成形行程大,压料面积小。
2.成形工艺参数执行不到位
在零件的成形过程中,该过程要求模具,毛坯芯和两个零件必须紧密装配在一起。 当机床的滑动件滑动时,片材塑性变形以实现成形加工技术人员未按工艺指定要求工技术人员未按工艺指定要求在这一阶段及时对机床压力进行调整,或者是在每个班次的交接时,从而导致产品质量不稳定。

3.模具加工制件与图纸设计存在误差
如清楚地标出要加工导向的区域。然而,由于模具型芯是复杂的轮廓,因此在形成铸件之后对引导表面进行机加工,从而导致机加工表面与模具引导表面之间的间隙误差。在模具正常运行过程中出现了压料芯左/右摆动。
在形成零件之前,通过定位销和压料芯平面上的孔进行定位。 这就要求压料芯必须在零件成型过程中确保稳定,可靠和正确的滑动,否则零件在成型过程中将失稳。从而使压料芯和凹模壁发生碰撞和挤压,从而导致产品变形 产生拉应力。 当超过材料的强度极限时,产品会被撕裂或歪斜。
以上三个方面是造成五金冲压件撕裂和歪斜的主要原因。此外,还有许多因素也会影响金属冲压件。 在这里我不会一一介绍。 想要了解更多有关五金冲压件的知识,请持续关注我们。
杏耀二维码
杏耀五金冲压

电话:156-2688-6777

传真:0769-81697092

邮箱:hst@cnstamping.com

QQ:1164615314

公司地址:东莞市沙田镇稔洲村培后围小组渡轮路边

 在线咨询
在线咨询