办厂14年,从业30年,一生专注精密冲压件定制
集100人工匠精神,创精密冲压定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,创精密冲压定制100年品牌
156-2688-6777
0769-81690631

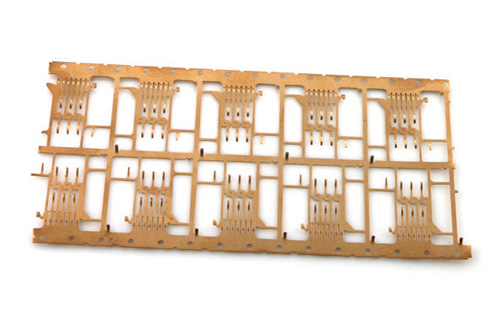
我们通常看到的冲压件或模具大多是普通冲裁,效率高,使用寿命长,但产品截面质量差,尺寸误差过大,在实际生活中往往需要表面质量比较高,此时我们就需要采用精冲。
精冲:精冲属于无切削技术,是在一般冲压工艺的基础上发展起来的一种精冲方法。这种方法的效果是冲压件的冲裁段对整个材料厚度没有裂纹和撕裂,而且可以达到最严格的尺寸精度和平直度公差。
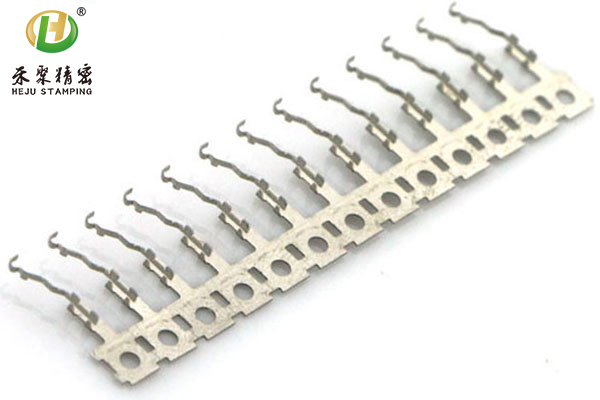
特点:与一般冲裁相比,精冲的模具结构上多一个齿圈压板与顶出器,凹模与凸模之间的间隙很小,凹模刃口有圆角。
在冲裁过程中,凸模接触资料前,用力将齿环压力板压在凹模上,然后在V形齿的内表面产生横向侧压力,以防止数据在剪切区撕裂和金属的横向移动。当冲裁冲头被压入数据时,用喷射器的反向压力对数据进行压制,利用最小间隙和带圆角的凹模边消除应力集中。
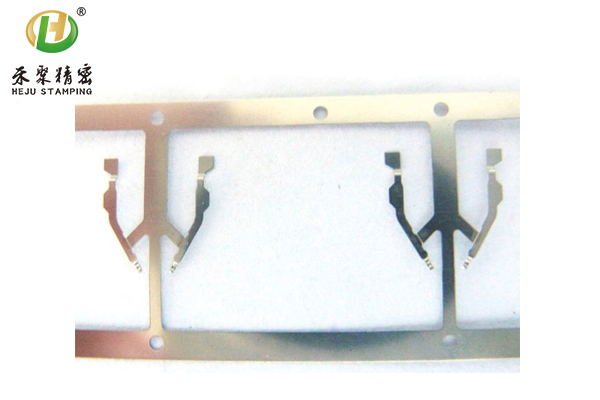
剪切区中的金属处于三轴压应力状态,消除了区内的拉应力,提高了数据的塑性,从根本上避免了一般冲裁过程中的锯齿、拉伸和撕裂现象,使数据沿凹模的边缘形状以纯剪切的形式被漂白,从而获得了高质量的亮、平剪切表面。

细冲孔、压缩力、冲裁间隙和模具边缘角是相辅相成的,它们的影响是相互联系的,当间隙均匀,圆角半径合适时,可以用较小的压料获得光亮的截面。
杏耀二维码
杏耀五金冲压

电话:156-2688-6777

传真:0769-81697092

邮箱:hst@cnstamping.com

QQ:1164615314

公司地址:东莞市沙田镇稔洲村培后围小组渡轮路边

 在线咨询
在线咨询