办厂14年,从业30年,一生专注精密冲压件定制
集100人工匠精神,创精密冲压定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,创精密冲压定制100年品牌
156-2688-6777
0769-81690631

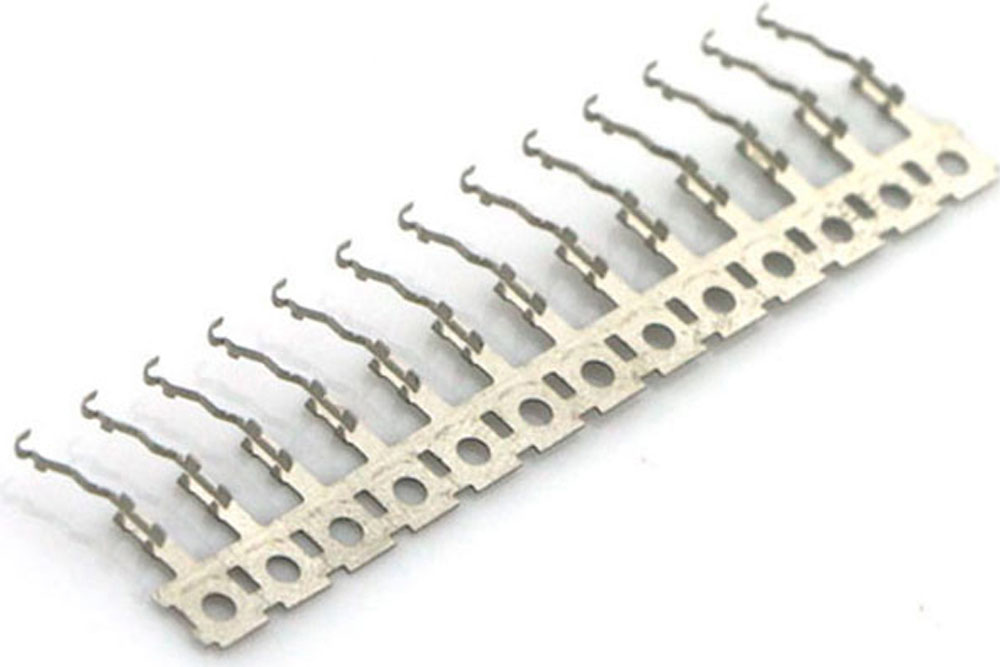
随着加工业快速发展的趋势,精密冲压件制造行业所涉及到的行业范畴极其普遍,在加工业层面受到大力发展及运用。因为精密冲压件商品品种繁多,加工工艺繁杂,在生产制造中也非常容易出現许多产品质量问题。文中根据对精密冲压件加工常常产生的产品质量问题开展科学研究与剖析,进而明确提出了一些解决方案。
冲压件加工出欠佳商品的关键缘故有各个方面,如采用原材料层面,模具生产的工艺性能等,都是危害精密冲压件质量的原因。冲压件加工全过程中实际操作及其工位器具的夹装取卸等程序也是会损害精密冲压件表层的品质,因而在全部精密冲压件生产流程每一阶段必须留意关键点,尽量减少中后期商品出現产品质量问题。
一.精密冲压件产品质量问题产生的原因
(1)卷料问题。1.冲压模具板才出現不良难题,导致异物脱落。2.卷料含有疤痕情况,板才表层或是里边有脏东西渗入。3.板才边料损坏,板才表层有划痕。4.板才边沿不规则损坏。 5.边缘地应力不匀称产生形变情况。6.板材材料欠佳,薄厚不匀称。7.卷料反面有脏东西导致起包状况,以上几条是冲压件加工全过程中非常容易出現的质量问题。
(2)厚板经常出现的不良现象:1.毛边,厚钢板断开面位置出現毛边,在0.2mm以上时,如未妥善处理,会毁坏模具。2.辊子印,送料辊子附着异物,3.拖动印,因为辊子拖动造成,在忽然终止或是加快时产生。4.卷料损坏或是发皱,开卷线的导向辊或是模具上的导向辊间隙小时发生的起皱现象,由于卷料送入不平衡引起。5.凹凸,开卷线有异物混入导致板料表面出现凹凸。
(3)由模具出現难题导致的不良风气:1.因为拉伸变形量大,拉伸速度快,包边力过大等缘故造成的位置发皱。2.精密冲压件成型时,凹凸模圆弧过小,间隙不匀称等缘故导致的裂开状况。3.出現划痕是因为原材料与模具导致精密冲压件或是模具出現欠佳情况。4废弃物渗入模具区,生产流程中台面清除不整洁造成的。5.毛边关键是冲裁间隙过大,或是伤口钝等状况都是会产生毛边。

二.精密冲压件产品质量问题的解决方案与常见问题
(1)原料查验,精密冲压件生产制造前务必对原料开展查验清理,清理时留意辊子空隙和清理油的品质,清洗油缺少时必须及时添加。(2)拉延模具的定期检查维护保养,拉延模具必须定期检查和维护保养,确保生产制造的持续稳定情况。(3)剪切模具的定期检查维护保养,定期维护磨具刃口状况,防止产品出現毛边。 (4)模具工艺技术合理,降低精密冲压件的凹凸点,明确好落料孔的尺寸,提升冲针与落料的精密度,提升落料孔工艺性能,避免废弃物卡在落料孔内。(5)要严控冲压模具加油的需求量,(加油量的尺寸能够依据给料速率分辨)能够防止因给油过多使废弃物粘贴在模具上,行成凹凸点。(6)规范工位器具的存放量,能够设计专业的器材装在冲压模具产品。(7)对模具构件按时去磁,如冲针、导轨、滑块、镶件等,那样能够降低因磁性使废弃物粘贴在模具内导致精密冲压件的瑕疵品。
以上內容是在日常生产加工的质量分析和一些解决方案,主要就是说平时查验,维护保养,及管理方法,要可以不断开展,这般下来,精密冲压件商品的出現的产品质量问题会大幅度降低。因为精密冲压件商品的多样化和加工工艺的特殊性,出現适当难题是必定的,我们只能在平常生产制造中提升防范,操纵来减少出现率,提高合格率。
杏耀二维码
杏耀五金冲压

电话:156-2688-6777

传真:0769-81697092

邮箱:hst@cnstamping.com

QQ:1164615314

公司地址:东莞市沙田镇稔洲村培后围小组渡轮路边

 在线咨询
在线咨询